

| Model Name/No: |
K2 Pro Combo |
|---|---|
| Printer Type: |
FDM |
| Print Size (L x W x H) (mm): |
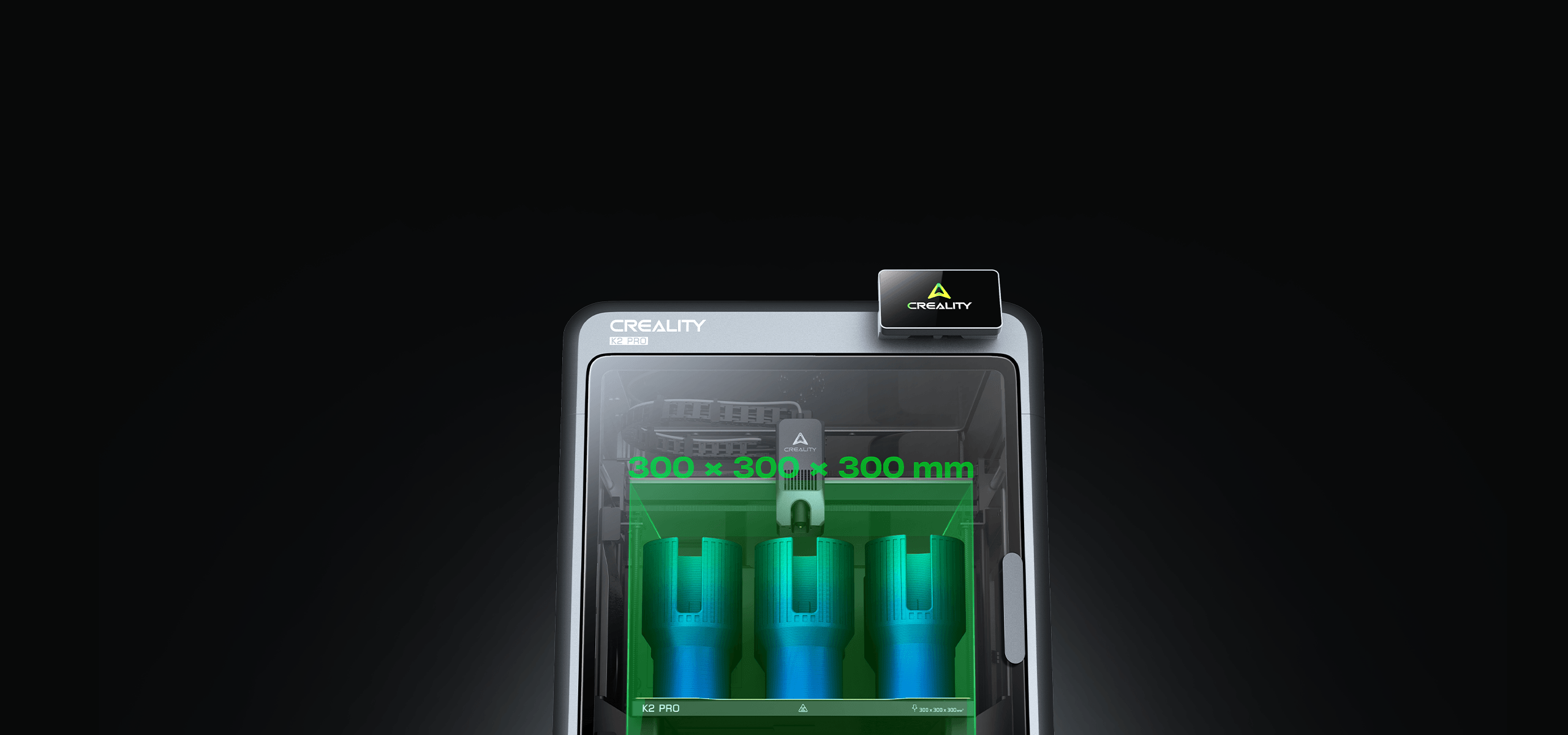
300 × 300 × 300 |
| Filament Supports: |
ABS, ASA, PA-CF, PET, PETG, PLA, PLA-CF, PPA-CF |
| Supported Nozzle size (mm): |
0.4 |
| Hotend Temperature (°C): |
≤ 300 ℃ |
| Connectivity: |
Ethernet, USB, WiFi |
| Machine Size (mm): |
445 × 505 × 850 |
| Printing Speed (mm/s): |
≤ 600 |
| Input Voltage (V): |
100–240 AC, 50/60Hz |
| Output Voltage (V): |
DC 24 |
| Rated Power (W): |
1300 |
| No. of Extruders |
1 |
| Extruder Type |
Dual-gear direct drive extruder |
| No. of Nozzles |
1 |
| Filament Diameter (mm): |
1.75 |
| Net Weight(KG) |
28.56 |
| Shipping Weight | 0.0237 kg |
| Shipping Dimensions | 9 × 6 × 5 cm |

Creality K2 Pro Combo 3D Printer
Rs. 128,999.00 INR
Sale price
Rs. 128,999.00 INR
Regular price
Rs. 0.00 INR
Skip to product information



Creality K2 Pro Combo 3D Printer
Rs. 128,999.00 INR
Sale price
Rs. 128,999.00 INR
Regular price
Rs. 0.00 INR
Pickup currently not available
1. Only K2 Pro and K2 Plus are assembled with all-metal frame parts.
2. The combo version comes with one CFS unit. Additional CFS units sold separately.
3. K2 Plus features five step-servo motors—four for the XYZ axes and one for the extruder. K2 and K2 Pro include three step-servo motors—two for the XY axes and one for the extruder.
4. The typical printing speed for all K2 models is 300 mm/s. K2 and K2 Pro have a maximum acceleration of 20,000 mm/s². K2 Plus accelerates at a maximum of 30,000 mm/s². Hyper Series filaments are recommended for high-speed printing.
5. Printing with ABS, ASA, and PPS requires a chamber temperature of 60 °C. PAHT-CF requires 50 °C.
6. K2 Plus has two auxiliary part cooling fans, while K2 and K2 Pro include one.
7. The nozzle AI camera is available only on K2 Pro and K2 Plus models.
8. Flow rate tested using ABS with the nozzle temperature set to 280 °C.
9. K2 Plus features dual air filters, while K2 and K2 Pro include one. Built-in RFID reader is only available on K2 Pro and K2 Plus models. Auto filament identification requires Creality RFID filaments. K2 Pro and K2 Plus support Ethernet connectivity. Only K2 Plus supports dual-band Wi-Fi. K2 Pro and K2 Plus are equipped with 32 GB of ROM, while K2 includes 8 GB.
Extra-Large, Pro-Level
Sturdy, King-Size Powerhouses
Extra-Large, Pro-Level
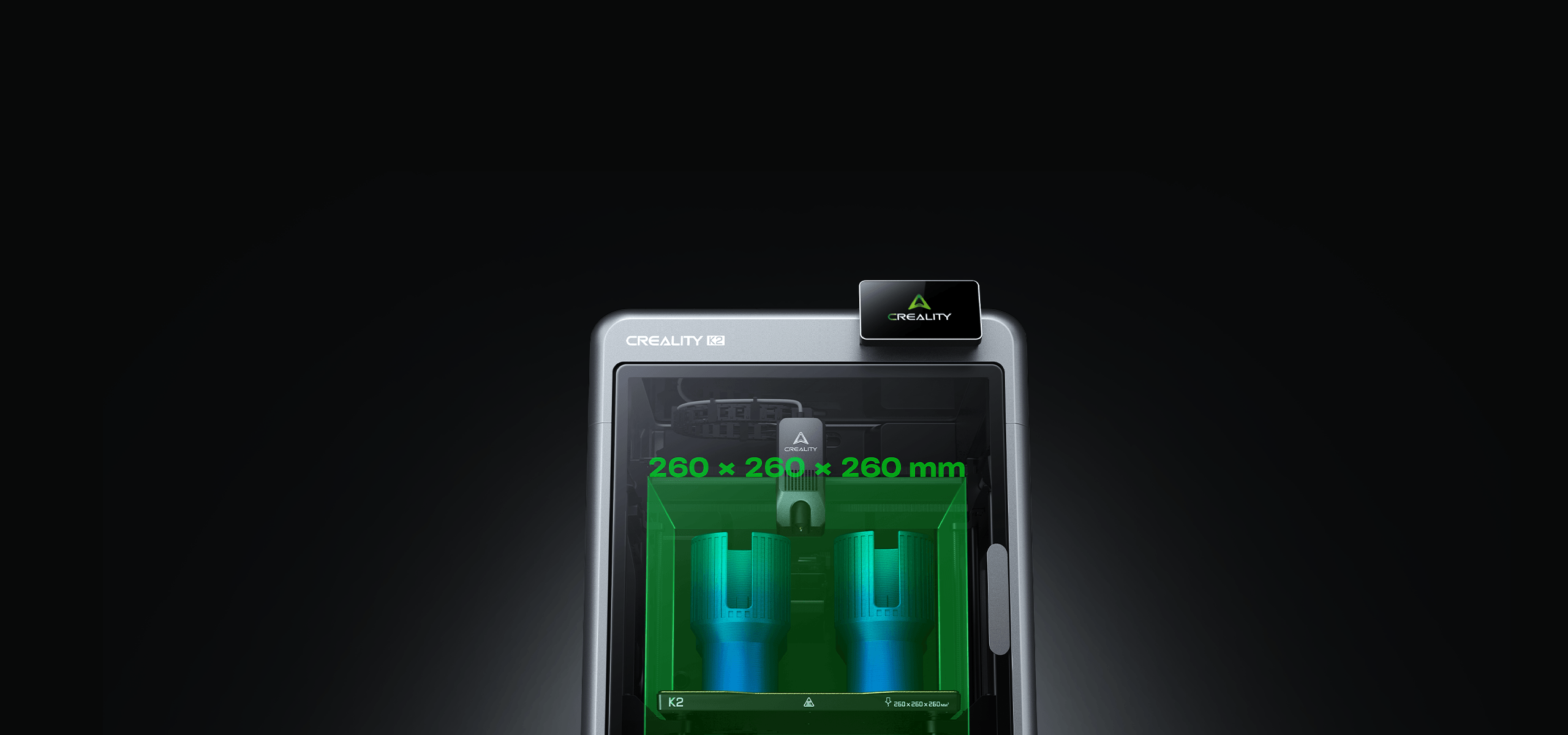
K2 series starts at 260 × 260 × 260 mm, exceeding typical beginner-level build volumes.
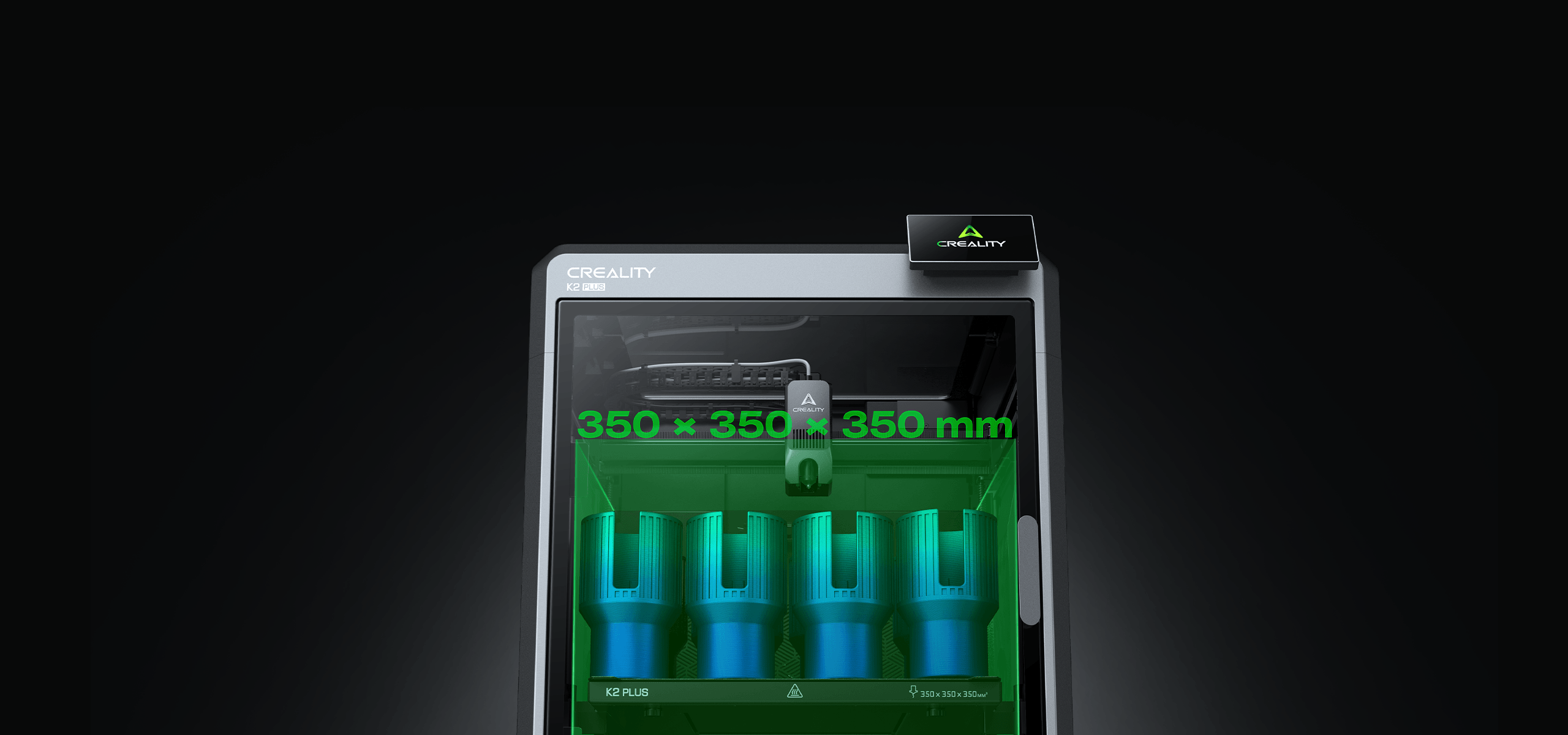
The K2 Plus expands this to a massive 350 × 350 × 350 mm—the largest in its
price range—built for professional-level creativity.
Extra-Large, Pro-Level
K2 series starts at 260 × 260 × 260 mm, exceeding typical beginner-level build volumes.
The K2 Plus expands this to a massive 350 × 350 × 350 mm—the largest in its
price range—built for professional-level creativity.
Incredibly Quiet, While Printing Fast
Annoyed by the noise? Not K2 Series. Thanks to the step‑servo motors
and dynamically balanced fans, it runs as quietly as typing on a laptop.
Auxiliary Fans Set Style Right Off
The auxiliary cooling fans⁶ on the side of the chamber direct airflow onto the extruded filament, enhancing interlayer adhesion.
Nozzle AI Camera⁷ Auto Tuning of Flow Rate
Another AI camera on the nozzle to adjust nozzle flow rate in real-time, preventing under- or over-extrusion.
- · Pressure Advance Tuning
- · Flow Rate Optimization
- · Waste Chute Blockage Detection
Print Out-of-the-Box
All K2 models can be set up for printing after unpacking and installing the touchscreen. Users can then follow the boot-up quick guide for auto-calibrations such as leveling and fan calibration.